

Das Zink hat ein geringeres elektrochemisches Potential als Eisen. Dies bedeutet, dass die Zinkbeschichtung zuerst korrodiert und erst nach ihrer Verschleiß Eisenkorrosion auftritt. Durch Kombinieren von Eisen mit Zink wird an der Kratz- oder Schneidestelle eine Verbindung gebildet, bei der die Kathode Eisen und die Anode Zink ist. In Gegenwart von Feuchtigkeit gelangen nicht Eisenionen in eine Lösung, sondern die Zinkionen, die den Kern schützen.
Die Zinkbeschichtung hat einen weiteren Vorteil: Unter dem Einfluss atmosphärischer Komponenten (Sauerstoff, Kohlendioxid, Wasser) entsteht eine dünne Oberflächenschicht aus wasserunlöslichem Zinkkohlenstoff, der allgemein als Patina bezeichnet wird und den Barriereschutz bildet.

Einmal richtig geformt, verhindert Patina wirksam weitere Zinkreaktionen und hemmt deren Korrosion. Die Entstehungszeit hängt von den Wetterbedingungen ab und dauert sechs Monate bis zwei Jahre. Daher wird empfohlen, verzinkte Strukturen erst nach etwa 2 Jahren zu streichen, wenn die Patina-Schicht richtig geformt ist.
Ein Teil der Endbearbeitung von verzinktem Blech ist die Passivierung. Es bietet vorübergehenden Schutz vor den Auswirkungen widriger Wetterbedingungen und vor allem vor Feuchtigkeit. Ihre Hauptaufgabe ist es, die Bildung von Weißrost zu reduzieren. Darüber hinaus sorgt es für das ästhetische Erscheinungsbild des Blechs, da die Oberfläche der Metallbeschichtung dank dieser länger glänzend und hell bleibt.

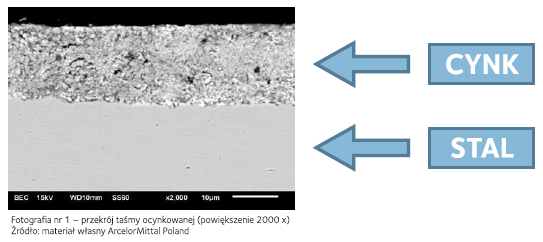
Der Passivierungsprozess besteht darin, eine Umwandlungsschicht auf der Oberfläche von verzinktem Stahl zu erzeugen, die aufgrund der elektrochemischen Reaktion der Metallbeschichtung mit dem Passivierungspräparat gebildet wird, wie in der Grafik gezeigt.
Einer unserer Stahllieferanten, ArcelorMittal, trägt Passivierungslösung durch Sprühen oder Walzen auf. Anschließend entfernt das Trocknersystem überschüssige Lösung von der Oberfläche, sodass die Spule nach dem Walzen vollständig trocken ist.
Die Blechlieferungen von ArcelorMittal Stahlwerken erfolgen an unser Produktionswerk in Wojkowice immer in einer geeigneten Verpackung.

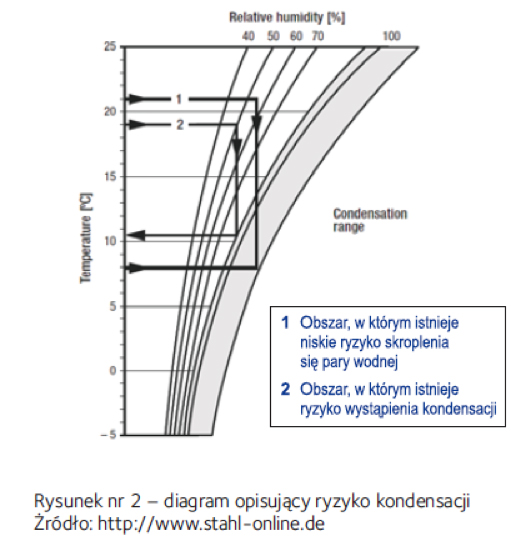
Die Grundvoraussetzung für eine ordnungsgemäße Lagerung ist die Einschränkung der Kondensationsbildung durch Kontrolle des Taupunkts der Luft. Die Beschichtung von Produkten (Profilen) mit Kondensat erfolgt nicht allmählich, sondern schnell, wenn der Taupunkt erreicht ist. Dieser Punkt ist die „resultierende“ Temperatur der Produktoberfläche, die Umgebungstemperatur und die Luftfeuchtigkeit. Wenn man die drei genannten Werte kennt, kann man aus dem Diagramm ablesen, ob die Bildung von Dampfkondensat auf der Oberfläche des Materials zu erwarten ist.
Der Dampfkondensation auf metallbeschichteten Produkten kann entgegengewirkt werden durch:
Der Lagerort von Profilen sollte konstante Temperaturbedingungen gewährleisten und vor Feuchtigkeit und / oder Benetzung schützen. Die Lagerung von Produkten in der Nähe von Toren, Fenstern, Eingängen usw. sollte vermieden werden, wenn sich die Lagerbedingungen schnell und häufig ändern und das Material einem direkten Einfluss der Außenatmosphäre ausgesetzt ist.
In einigen Fällen können weiße Flecken auf der Oberfläche von Produkten auftreten. „Weißer Rost“ kann entstehen, wenn die Zinkbeschichtung noch keine Schutzschicht aus Patina gebildet hat und bereits mit Feuchtigkeit (Nebel, Dampf, Tau, Schnee, Regen) in Kontakt gekommen ist. Es besteht hauptsächlich aus Zinkoxid und Hydroxid.
Weiße Korrosion beeinträchtigt nicht die Qualität der schützenden Zinkschicht, sondern nur die Ästhetik. Die resultierende Beschichtung ist hauptsächlich pudrig und ihre Entfernung ist keine schwierige Aufgabe – es wird empfohlen, eine Mischung aus gewöhnlichem Mineralöl und Öl zu verwenden – auf diese Weise können Sie weiße Flecken entfernen. Darüber hinaus wird empfohlen, Produkte, die mit einer Zinkschicht bedeckt sind und auf denen weiße Korrosion auftritt, gründlich zu trocknen. Dies stoppt den Zinkoxidationsprozess. Der Hauptbestandteil des sogenannten Weißrosts sind Kristalle aus basischem Zinkhydroxid, die wasserunlöslich sind, so dass sie nach dem Absetzen auf der Oberfläche auch eine Beschichtung bilden, die weitere Zink- und Sauerstoffreaktionen stoppt und das Zink teilweise vor Korrosion schützt.
Um verzinkte Elemente zu verbinden, ohne die Zinkschicht zu entfernen, sollte MIG / MAG-Hartlotschweißen oder Lichtbogenlöten verwendet werden. Mit dieser Art des Schweißens ist es möglich, eine niedrigere Temperatur zu erreichen, was bedeutet, dass während dieses Prozesses die Zinkschicht in dem Bereich, der an der gelöteten Schweißstelle haftet, nicht beschädigt wird.
Beim MIG / MAG-Hartlotschweißen sollten Bronzebindemittel der Klassen CuSi3 und CuAl8 verwendet werden. Als Schutzgase sollten reines Argon oder Gemische aus Ar + 1-3% CO 2 und Ar + 1% CO2 verwendet werden.
Beim Lichtbogenschweißen ist Messing das am häufigsten verwendeten Bindemittel, gefolgt von Silizium und Aluminiumbronze.
Die Verwendung dieser Mischung kann die Lichtbogenstabilität und das Aussehen der Schweißfläche verbessern. Ein zusätzlicher Vorteil des Hartlotschweißens besteht darin, dass die Schweißnaht nicht mit zinkpulverhaltigen Substanzen geschützt werden muss. Bei ordnungsgemäßem Hartlotschweißen behält die Schweißnaht die Korrosionsbeständigkeit bei, die der verbleibenden verzinkten Oberfläche entspricht.