

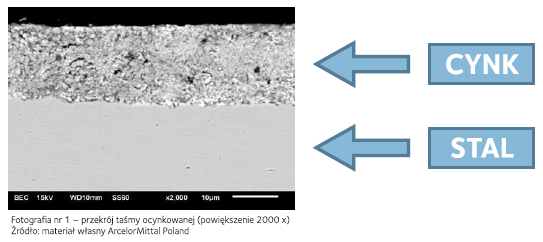
Zinc has a lower electrochemical potential than iron. This means that the zinc coating corrodes first, and afterwards iron corrosion appears. With the combination of iron and zinc in place of scratching or cutting edge, the cell is formed in which the cathode is iron, and zinc anode. In the presence of moisture not iron ions pass to a solution but the zinc ions, that protect the core.
The zinc coating has another advantage: the ingredients under the influence of the atmosphere (oxygen, carbon dioxide, water), create a thin surface layer of a water-insoluble zinc carbonate, commonly called patina, which comprises so called barrier protection.

Once properly formed patina effectively prevents further reaction of zinc, suppressing the corrosion. The time of its formation depends on the weather conditions and lasts from six months to two years. Therefore, painting of the galvanized coating structure is recommended after about 2 years, when the patina layer is firmly formed.
The element of galvanized steel finishing is passivation. It provides temporary protection from adverse weather conditions, especially from moisture. Its main task is to reduce the formation of white rust. In addition, it provides an aesthetic appearance of the sheet because the surface of the metal coating stays shiny and bright for longer.
Passivation process involves the formation of layer which, on the surface of galvanized steel conversion, is formed by the electrochemical reaction of the metallic coating with passivating formulation, as shown in graphics.

One of our steel suppliers, ArcelorMittal, applies passivating solution by spray or roller, and then the system of dryers moves away solution of excess from the surface so that circle after rolling is completely dry.
Sheet delivered to our production plant in Wojkowice from ArcelorMittal steelworks is always delivered with an appropriate package.

The basic condition for proper storage is to undergo restricting practices limiting formation of condensation by controlling the dew point of the air. Coverage of products (sections) by condensate does not occur gradually, but takes place suddenly upon reaching the dew point.
This point is the “resultant” temperature of the product surface, the ambient temperature and humidity of the air. Knowing the three mentioned values one can read out, from the diagram, if condensation of water vapor on the surface of the material can be expected.
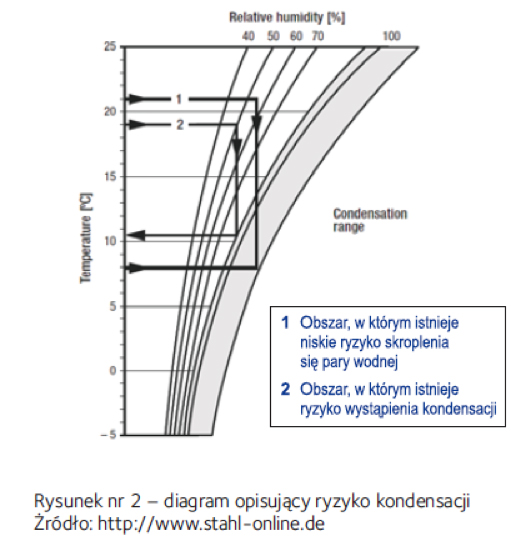
1. The area of low risk of water vapour condensation
2. The area of risk of water vapour condensation
Water vapour condensation on the products coated with metal coatings can be countered by:
Place of sections and profiles storage should provide constant temperature conditions and should be protected from moisture and / or wet. Storage of goods close to doors, windows, driveways, etc. should be avoided, here rapid and frequent changes in storage conditions occur and the material is exposed to the direct influence of the outside atmosphere.
In some cases, white spots on the surface may be formed. “White rust” can arise when the coating of zinc has yet failed to produce a protective layer of patina, and has already had contact with moisture (fog, steam, dew, snow, rain). It mainly consists of oxide and zinc hydroxide. White corrosion does not deteriorate the quality of a protective layer of zinc, but only affects the aesthetics. The resulting coating is mainly powder and its removal is not a difficult task – it is recommended to use a mixture of basic mineral oil and oil – in this way one can get rid of the white spots. In addition, it is recommended for products coated with zinc and on which white corrosion appears to be thoroughly drained. This will enable to inhibit the oxidation of zinc. The main ingredient of so-called white rust are basic zinc hydroxide crystals that are insoluble in water so that after deposition of the sections surface, they form further coating. This prevents further reactions of zinc with oxygen resulting in partial protection against corrosion of zinc.
Aby łączyć ze sobą elementy ocynkowane bez konieczności usuwania warstwy cynku należy zastosować lutospawanie MIG/MAG lub lutospawanie łukowe. Przy tego rodzaju spawaniu występuje niższa temperatura przez co w trakcie tego procesu nie dochodzi do uszkodzenia warstwy cynku w obszarze który przylega do lutospoiny.
Przy wykorzystaniu lutospawana MIG/MAG należy stosować spoiwa brązowe w gatunku CuSi3 oraz CuAl8. Jako gazy osłonowe należy stosować czysty argon lub mieszanki Ar + 1-3%CO2 i Ar + 1% CO2
Przy spawaniu metodą łukową, najczęściej stosowanym spoiwem jest mosiądz a następnie brąz krzemowy i aluminiowy.
Zastosowanie tych mieszanego pozwala poprawić stabilność łuku oraz sam wygląd lica spoiny. Dodatkową zaletą lutospawania jest brak konieczności zabezpieczania spoiny jakimikolwiek substancjami zawierającymi proszek cynkowy. Przy prawidłowym wykonaniu połączeń metodą lutospawania, spoina zachowa odporność korozyjną równą odporności pozostałej powierzchni elementów ocynkowanych.