

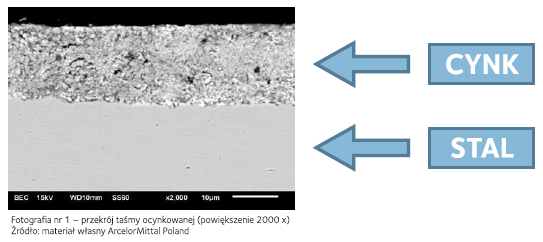
Cynk ma niższy potencjał elektrochemiczny niż żelazo. Oznacza to, że pierwsza koroduje powłoka cynku, a dopiero po jej zużyciu pojawi się korozja żelaza. Dzięki połączeniu żelaza z cynkiem w miejscu zarysowania lub na krawędzi cięcia tworzy się ogniwo, w którym katodą jest żelazo, zaś anodą cynk. W obecności wilgoci do roztworu przechodzą nie jony żelaza ale jony cynku, które chronią rdzeń.
Powłoka cynkowa ma jeszcze jedną zaletę: pod wpływem składników atmosfery (tlen, dwutlenek węgla, woda) tworzy cienką powierzchniową warstwę nierozpuszczalnego w wodzie węgla cynku, zwaną potocznie patyną, która stanowi tzw. ochronę barierową.

Raz prawidłowo wytworzona patyna skutecznie zapobiega dalszym reakcjom cynku, hamując jego korozję. Czas jej powstawania zależy od warunków atmosferycznych i trwa od sześciu miesięcy do dwóch lat. Dlatego też malowanie cynkowanych konstrukcji zaleca się dopiero po około 2 latach, gdy warstwa patyny jest prawidłowo utworzona.
Elementem obróbki wykończeniowej blachy ocynkowanej jest pasywacja. Zapewnia ona czasowe zabezpieczenie przed wpływem niekorzystnych warunków atmosferycznych, a przede wszystkim przed działaniem wilgoci. Podstawowym jej zadaniem jest ograniczenie tworzenia się białej korozji. Dodatkowo zapewnia estetyczny wygląd blachy bo dzięki niej powierzchnia powłoki metalicznej dłużej pozostaje błyszcząca i jasna.
Proces pasywacji polega na wytworzeniu na powierzchni ocynkowanej stali warstwy konwersyjnej, która powstaje dzięki elektrochemicznej reakcji powłoki metalicznej z preparatem pasywującym, jak pokazuje to grafika.

Jeden z naszych dostawców stali, którym jest ArcelorMittal nakłada roztwór pasywujący natryskowo lub rolkowo, a następnie system suszarek usuwa z powierzchni nadmiar roztworu tak aby po zwinięciu krąg był zupełnie suchy.
Blacha dostarczana do naszego zakładu produkcyjnego w Wojkowicach z hut ArcelorMittal zawsze dostarczana jest przy zachowaniu odpowiedniego opakowania.

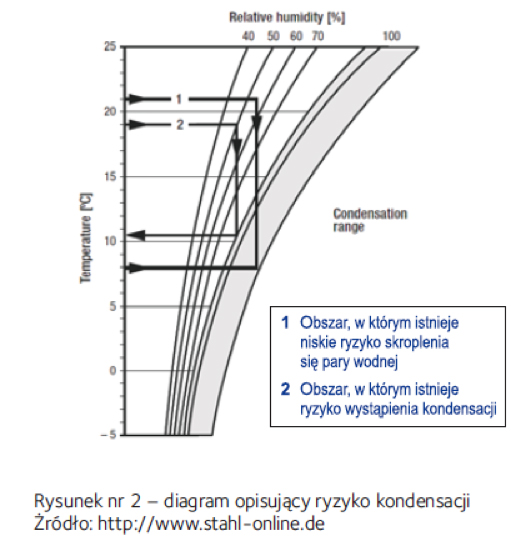
Podstawowym warunkiem poprawnego składowania jest stosowanie praktyk ograniczających powstanie kondensacji poprzez kontrolę punktu rosy powietrza.
Pokrycie wyrobów (kształtowników) kondensatem nie następuje stopniowo, lecz zachodzi w sposób gwałtowny w momencie osiągnięcia punktu rosy. Punkt ten stanowi „wypadkową” temperatury powierzchni produktu, temperatury otaczającego powietrza oraz wilgotności tego powietrza. Znając trzy wymienione wielkości można za pomocą przedstawionego diagramu odczytać czy należy liczyć się z tworzeniem kondensatu pary wodnej na powierzchni danego materiału.
Kondensacja pary wodnej na wyrobach powlekanych powłokami metalicznymi można przeciwdziałać po przez:
Miejsce składowania kształtowników i profili powinno zapewniać stałe warunki temperaturowe oraz powinno zabezpieczać przed wilgocią i/lub zamoczeniem. Należy unikać składowania wyrobów blisko bram, okien, wjazdów itp. gdzie następuje gwałtowne i częste zmiany warunków składowania, a materiał narażony jest na bezpośrednie oddziaływanie atmosfery zewnętrznej.
W niektórych przypadkach na powierzchni wyrobów mogą powstawać białe plamy. „Biała rdza” może powstać gdy powłoka cynku nie zdołała wytworzyć jeszcze ochronnej warstwy patyny, a już miała kontakt z wilgocią (mgła, para, rosa, śnieg, deszcz). W jej skład wchodzą przede wszystkim tlenek i wodorotlenek cynku.
Biała korozja nie pogarsza jakości warstwy ochronnej cynku, a wpływa jedynie na estetykę. Powstały nalot ma głównie charakter proszkowy i jego usunięcie nie jest trudnym zadaniem – zalecane jest wykorzystanie mieszanki zwykłego oleju mineralnego z ropą – w ten sposób można pozbyć się białych plam. Dodatkowo zalecane jest aby produkty pokryte warstwą ocynku i na których pojawia się biała korozja zostały dokładnie osuszone. Pozwoli to na zahamowanie procesu utleniania cynku. Głównym składnikiem tak zwanej białej rdzy są kryształki zasadowego wodorotlenku cynku, które są nierozpuszczalne w wodzie przez co po ich osadzeniu się na powierzchni kształtowników, tworzą dodatkowo powłokę, która powstrzymuje dalszą reakcje cynku z tlenem co powoduje częściową ochronę cynku przed korozją.
Aby łączyć ze sobą elementy ocynkowane bez konieczności usuwania warstwy cynku należy zastosować lutospawanie MIG/MAG lub lutospawanie łukowe. Przy tego rodzaju spawaniu występuje niższa temperatura przez co w trakcie tego procesu nie dochodzi do uszkodzenia warstwy cynku w obszarze który przylega do lutospoiny.
Przy wykorzystaniu lutospawana MIG/MAG należy stosować spoiwa brązowe w gatunku CuSi3 oraz CuAl8. Jako gazy osłonowe należy stosować czysty argon lub mieszanki Ar + 1-3%CO2 i Ar + 1% CO2
Przy spawaniu metodą łukową, najczęściej stosowanym spoiwem jest mosiądz a następnie brąz krzemowy i aluminiowy.
Zastosowanie tych mieszanego pozwala poprawić stabilność łuku oraz sam wygląd lica spoiny. Dodatkową zaletą lutospawania jest brak konieczności zabezpieczania spoiny jakimikolwiek substancjami zawierającymi proszek cynkowy. Przy prawidłowym wykonaniu połączeń metodą lutospawania, spoina zachowa odporność korozyjną równą odporności pozostałej powierzchni elementów ocynkowanych.
